線束端子截面分析檢測方案
發(fā)布人:發(fā)布時間:2016/8/19
XTL-20TCSA線束端子截面分析儀
儀器功能簡介:
端子截面分析儀是上海普丹光學(xué)儀器有限公司針對線束行業(yè)品質(zhì)檢驗而專門研發(fā)的一款精密檢測分析設(shè)備,整套線束截面分析儀系統(tǒng)由端子切割研磨一體設(shè)備�、腐蝕清洗�、光學(xué)顯微鏡采樣�����、截面圖像采集系統(tǒng)��、線束端子圖片測量分析等系統(tǒng)組成�。該方案采用切割研磨一體式設(shè)備����,最新專利技術(shù),切割與研磨一次性完成�����,完全保證了端子的平整度要求����。全套檢測設(shè)備可在5分鐘內(nèi)完成一個端子的處理分析,極大地提高了端子斷面品質(zhì)檢驗的速度�。操作簡單方便、快捷���,采用進(jìn)口高清的圖像采集系統(tǒng)��、精確的測量分析為您的生產(chǎn)保駕護(hù)航�。
端子專用切割研磨一體機
一體型端子切割和研磨機:通過專用的線束夾具將端子夾好以后,切割盤與研磨盤獨立控制��,速度可以方便控制���。(因為不同AWG的端子切割需要不同的速度才能更完美的切割�,然而研磨的過程根據(jù)端子的大小不同也要采用相應(yīng)的速度���。我司的一體機采用雙控變頻技術(shù)獨立控制��,速度范圍0~3800轉(zhuǎn)/分鐘���,采用德國雙電機)切割需要速度另外在對端子斷面進(jìn)行研磨拋光的時候需要根據(jù)端子的材料和尺寸控制轉(zhuǎn)速度。在研磨拋光時設(shè)計了可上下進(jìn)行微調(diào)帶刻度的導(dǎo)軌結(jié)構(gòu)����,可以為客戶準(zhǔn)確的打磨端子的高度控制。端子切割和研磨拋光所需要的時間為2~3分鐘����,線徑范圍AWG5-AWG38���,精度:2μm��。超過AWG38極細(xì)線也能鮮明地顯示出��。
參數(shù)如下:
最大切割截面:25*25mm
砂輪片規(guī)格:150*0.5*32mm
轉(zhuǎn) 速:50-3800轉(zhuǎn)/分
研磨盤直徑: φ150mm
研磨盤轉(zhuǎn)速: 50-3800轉(zhuǎn)/分
砂紙直徑: 150mm
腐蝕系統(tǒng)
對打磨后的截面污漬進(jìn)行腐蝕清洗處理
截面圖像采集系統(tǒng)
截面圖像采集系統(tǒng)是將傳統(tǒng)的光學(xué)顯微鏡與計算機(數(shù)碼相機)通過光電轉(zhuǎn)換器有機地結(jié)合在一起���,汽車線束端子切面不僅可以通過目鏡作顯微觀察����,還能在計算機(數(shù)碼相機)顯示屏幕上觀察實時動態(tài)圖像��,并能將所需要的圖片進(jìn)行編輯�、保存和打印
參數(shù)如下:
1、光學(xué)系統(tǒng):伽利略光學(xué)系統(tǒng)
2��、觀察頭:三目水平傾斜35°��, ±6屈光度����,雙目瞳距調(diào)節(jié) :52--76mm
3、高眼點超大視野平場目鏡:WF10X(Φ23mm)
4����、連續(xù)變倍物鏡:0.8~7×
5�����、工作距離:118mm
6���、放大倍數(shù):8×~70×(光學(xué)),800倍數(shù)碼放大
7��、底座支架:手輪粗調(diào)焦100mm(帶鎖緊裝置)�����,中心工作臺直徑:φ95mm
8����、照明系統(tǒng):外置LED環(huán)形冷光源(45°角聚光)
9、數(shù)碼照相裝置:
高質(zhì)量0.5X CCD適配鏡(可與目鏡圖像同步調(diào)焦)
Puda 500萬USB型進(jìn)口芯片顯微鏡攝像機(采用美國APTINA高性能芯片組/ USB2.0 高速通訊��,高分辨率�����、完美的色彩還原處理/ Ultra-Fine專利色彩渲染技術(shù))
端子截面分析測量軟件系統(tǒng)
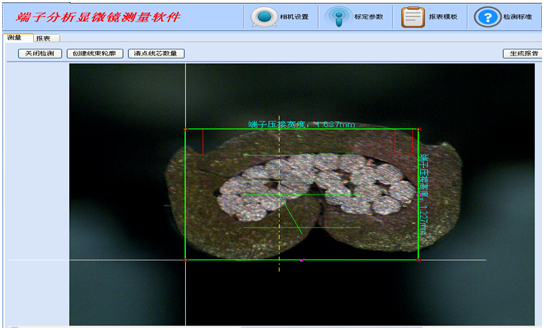
整個軟件測量流程分為:C/H��、C/W�、C/R、壁厚��、毛刺寬度��、毛刺高度��、壓縮比�����、間隙比����、線芯和角度測量,一鍵式測試數(shù)據(jù)馬上出來��,軟件可以自動判定該端子壓接是否合格��。
下圖為某客戶測試數(shù)據(jù)��,僅供參考���。
|
XXX汽車系統(tǒng)有限公司
|
|
端子截面分析報告
|
|
制造商
|
XXX汽車系統(tǒng)有限公司
|
送檢日期
|
2013/12/12
|
|
聯(lián)系人
|
張三
|
刀片尺寸
|
A/B
|
線組名
|
Line11#
|
|
產(chǎn)品型號
|
wire2823
|
線型
|
AWG18
|
|
測量設(shè)備
|
TCM2000
|
|
|
|
測試結(jié)果
|
名稱
|
數(shù)值
|
標(biāo)準(zhǔn)
|
結(jié)果
|
|
Name
|
Value
|
Standard
|
Result
|
|
端子壓接高度
|
1.119mm
|
+/-0.03mm
|
OK
|
|
C/H:Crimp Height
|
|
端子壓接寬度
|
1.765mm
|
+/-0.05mm
|
OK
|
|
C/W:Crimp Width
|
|
高度/寬度比率
|
63.4%
|
%
|
OK
|
|
(C/H)/(C/W)
|
|
初始電線面積
|
0.3
|
As requirement
|
|
|
Initial area
|
|
原端子厚度
|
0.3
|
As requirement
|
|
|
Original thickness
|
|
端子壓接面積
|
0.283mm2
|
|
|
|
Terminal crimping area
|
|
截面縮小比
|
5.7%
|
5%---35%
|
OK
|
|
Narrow cross-section than
|
|
壓縮比率
|
94.3%
|
65%---95%
|
OK
|
|
C/R:Compression Ratio
|
|
壓接線數(shù)
|
7
|
as requirement
|
OK
|
|
Cross count
|
|
支撐角度
|
2.086
|
0≤α≤30度
|
OK
|
|
Bending angle
|
|
毛刺高度
|
0.033mm
|
≤1X底厚
|
OK
|
|
B/H:Burr Height Gh
|
|
毛刺寬度
|
0.103mm
|
≤0.5X底厚
|
OK
|
|
B/H:Burr Width Gb
|
|
支撐高度
|
0.199mm
|
≥1X底厚
|
OK
|
|
La Supporting height
|
|
底部厚度
|
0.287mm
|
≥0.75X底厚
|
OK
|
|
B/T:Base Tickness
|
|
羽翼末端間距
|
0.282mm
|
≤0.5X底厚
|
OK
|
|
CFE:Crimp Face Ends
|
|
壓接翼與底部高度差
|
0.148mm
|
≥0.5X底厚
|
OK
|
|
F/C:Face End Clearance
|
|
間隙率
|
5.7%
|
5%--35%
|
OK
|
|
Air inclusions
|
|
EDGE(毛刺)寬率
|
32.2%
|
%
|
|
|
Burr Width Ratio
|
|
外觀判定
|
|
1.線芯未呈蜂窩形或有間隙
|
OK
|
2.羽翼至端子壁距離過近
|
OK
|
|
3.羽翼至端子底距離過近
|
OK
|
4.毛刺高度大于材料厚度
|
OK
|
|
5.毛刺寬度大于材料寬度的1/2
|
OK
|
6.壓接部位與端子體之間扭曲
|
OK
|
|
7.羽翼尖高度差超出材料厚
|
OK
|
8.壓接裂紋
|
OK
|
|
9.羽翼未封閉或彈起
|
OK
|
10.芯線漏出或夾在羽翼中間
|
OK
|
|
**切片照片若有1-10項中任何一不合格項(被選中)��,此壓接即為不合格
|
|
備注
|
|
|
檢測人
|
王 明
|
檢測日期
|
2012/2/5
|
上一篇:漆包線漆膜偏心度檢測應(yīng)用方案下一篇:工件表面涂層厚度檢測方案